联系我们
电话:020-37421592
手机:17728087652 16620358595
传真:020-37421592
邮箱:info@gdyunyang.com
网址:www.gz-yewy.com
工厂地址:
联东U谷广州南沙国际企业港
广东省广州市南沙区新区大岗先进制造基地旁

各部门应及时向工程部反映生产中出现的问题。对生产中出现的问题,生产技术应及时做好记录,认真填写《产品生产报告》。生产技术能处理的问题应及时处理。不能处理的及时反馈到相关部门,并对相关部门的处理情况进行跟进。生产时电子部生产课应及时统计产品工时、辅料数据,并在生产后的两个工作日内将工时、辅料数据发送至PMC.
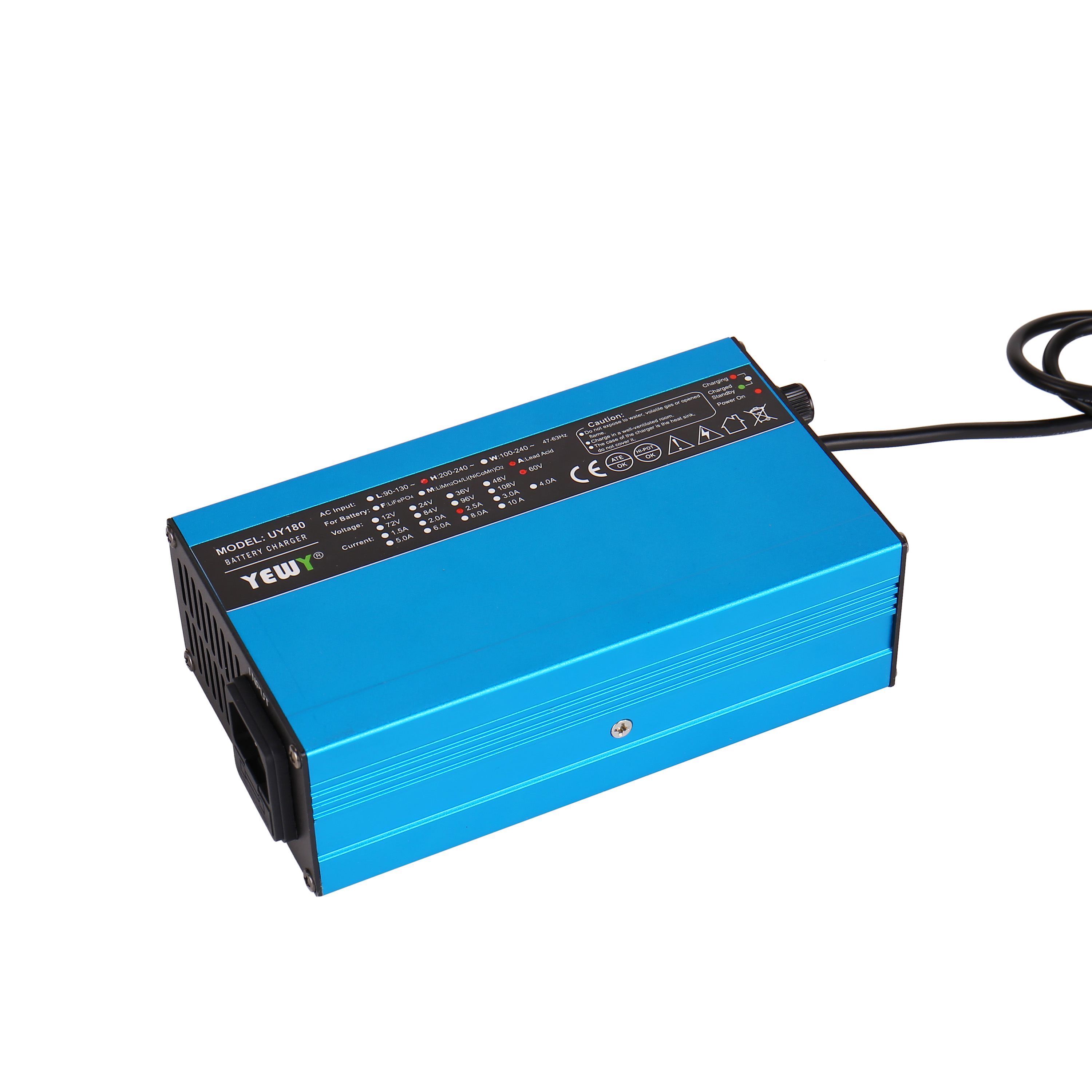
中功率充电器生产厂家电源指示灯不亮,充电指示灯也不亮。检查充电器输入电源插头与市电有没有连接好,智能中功率充电器生产厂家可将充电器输入插头插至正常的电源插座中试一下,如情况依旧,将充电器外壳打开,湛江中功率充电器观察一下机内保险丝有没有断,如没有断,先检查一下电源输入线是否良好,在排除电源输入线的故障后,应检查一下电路板上高压区附近的元器件是否有虚焊,保险丝座是否有接触不良现象,重点检查变压器T1、三极管V1、V2等是否有虚焊现象。中功率充电器生产厂家另外,R5或R6开路,也会引起上述故障,如机内保险丝已断,则千万不要更换大安培的保险丝管(充电器的保险丝管一般为2A),应重点检查D1-D4、V1、V2、R4、R7及D15、D21有无损坏,如有损坏,可用同类型的更换。请注意,上述元件损坏时,可能会同时损坏一到二个,有时可能会同时损坏好几个,检修时需要逐一检查、更换这些元件后才能通电。发热量大、且伴有异常响声。故障原因是输出级消振阻容R31、C17损坏所致。另外,C12开路或虚焊也会引起上述故障。工作时有异常响声,充不进电。检查电路板上C8是否有虚焊或损坏,一般更换C8均能解决。

要是一整条流程到出货,用到的设备就多了。首先,准备插件的拉线,看规模准备几条拉线。贴片机可以不买可以外发贴片,贴片后的板插件完后就要过锡炉上锡,所以要买锡炉。过完锡炉要检查有没有漏焊或连锡的元件,所以要准备好烙铁和烙铁手,脚长了要用剪钳剪脚。然后下一站差不多可以进行初测了,初步测试充电器性能指标,这里测试AC电源,功率计、电子负载肯定是要要的,示波器看情况配置,有的客户有纹波要求。量大的产品肯定要做测试治具,提升产能。初测完之后要分板,这个简单,搞个有槽的铁块就可以,不过注意要防止初测后板上有残留电压,注意裸板不要堆积,不然容易坏机

大功率充电器采用了功能完善的电源IC,并由数字逻辑电路进行实行采样控制,自动检测所充蓄电池的状态。该充电机采用了“恒流-恒压限流-恒压浮充”充电模式,达到了全自动工作状态,特别适合无人值守的工作场合。优质元器件的选用保证了产品本身的可靠性和稳定性,并且能显著延长蓄电池的使用寿命。大功率充电机在使用时,空气中的尘土、酸、腐蚀性气体或物质等应不超越正常含量,而且应无剧烈轰动、顺簸、雨水,尽量防止阳光直射。

例如一节5号镍氢电池的电容量为1200mAH,而另一节则为1600mAH。把一节电池的电容量称为1C。在充电时,充电电流小于0.1C时,称为涓流充电。涓流充电能够把电池充的很足,而不伤害电池寿命,但用涓流充电所花的时间实在太长,因此很少单独使用,而是和其它充电方式结合使用。充电电流在0.1C-0.2C之间时,称为慢速充电。充电电流大于0.2C,小于0.8C则是快速充电。而当充电电流大于0.8C时,称之为超高速充电。但是,1C是个逻辑概念而非绝对值,因此根据1C折算的快充慢充也是一个相对值,正如200mAH充电电流对于1200mAH的电池来说是慢充,而对于700mAH的电池来说就是快充。