联系我们
电话:020-37421592
手机:17728087652 16620358595
传真:020-37421592
邮箱:info@gdyunyang.com
网址:www.gz-yewy.com
工厂地址:
联东U谷广州南沙国际企业港
广东省广州市南沙区新区大岗先进制造基地旁

一、目的规范大功率充电器生产过程,提高生产效率及品质,保持工艺过程的稳定,实行对缺陷的预防,工艺管控按照此规程为1据。 二、大功率充电器供应商适用范围本公司所生产的所有充电器产品。三、职责电子生产课:负责产品的元器件加工、插件、执锡、测试、组装、老化、超声及包装等。工程部:负责产品的开发,负责召开产前会议,解诀生产过程中出现的重大技术问题。智能大功率充电器供应商生产技术课:主要负责生产的组织、协调工作及生产技术问题的解诀

流程:模具上机(配料试模)---焊好电线和五金件(插针)---依次放焊好的五金件上模具(根据模具可放五至十个不等)---开机成型--检测。 1.五金厂做好所要做的插头的五金件 2.根据产品的尺寸开好塑料模.再购入所要注塑的塑料原料(原料视乎你产品要求,高级点的会用到工程塑料PE,PS等等,甚至还要加入阻燃,纤维材料),差的话就像现在充电器上用的话最多只用PVC. 3.叫做电线的厂家根据你的要求拉丝做好线.当然你有条件也可以拉好丝自己
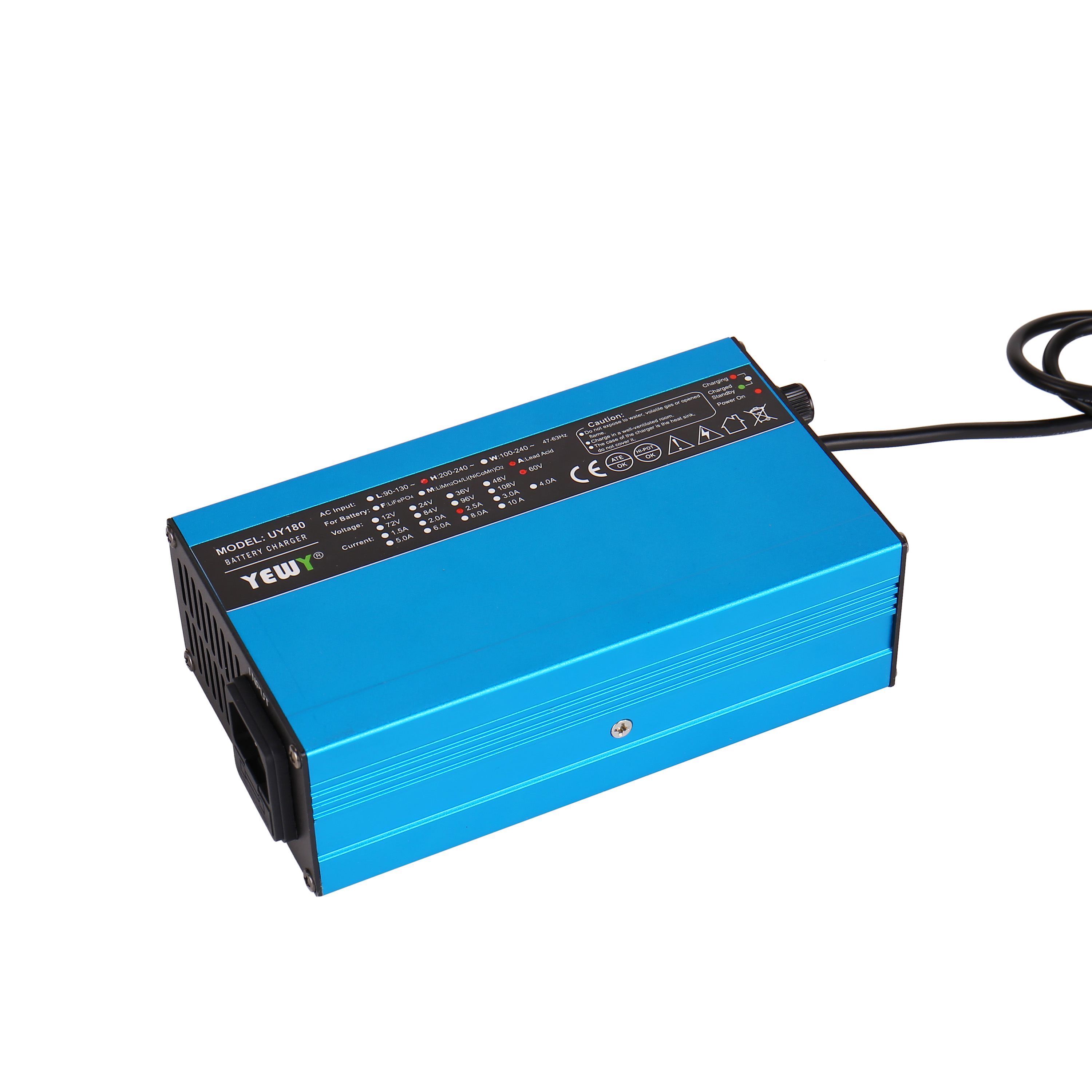
信息窗:可查看蓄电池电压、电源电压、充电电流、容量、时间及故障代码等数据;信息键:每按一次可切换显示信息窗中的数据;停/启键:用于在充电中途紧急停机,每按一次,即可进行一次停止与启动的切换。故障指示灯亮:表示处于相关功能保护状态,可从信息窗中查看故障代码,再从故障代码表中查看产生故障的原因;工作指示灯亮:绿色,表示充电机正常充电中;黄色,表示充电机处于热保护充电状态,充电电流自动降为正常充电电流的一半。充足指示灯亮:表示蓄电池已充足,充电机已停止充电;均充指示灯亮:其与工作指示灯一起亮,表示充电机正在或准备均衡充电进行中;初充电指示灯亮:其与工作指示灯一起亮,表示充电机正在初充电进行中;其与充足指示灯一起亮:表示充电机正在初充电的中间暂停中(以让蓄电池散热降温,确保整个初充电过程中蓄电池不发热);其与故障指示灯一起亮:表示充电机在初充电状态中出现故障情况;其与均充指示灯一起亮:表示充电机在脱硫充电状态.

正常充电:它以标准速率充电,充电电流一般为电瓶容量的10%,充电电压不超过电瓶额定电压120-125%,充电时间一般为10-15小时。涓流充电:它以较小的充电电流(约为电瓶额定容量值的5%),较低的充电电压(约为电瓶额定电压的115%),用于维护电瓶的满充点状态或恰好抵消电瓶自放电,对与深度放电的电瓶,以有效的恢复其充电性能。快速充电:以大电流(电瓶容量的30%),高电压(电瓶额定电压的125-130%)在3-4小时内充满电瓶。恒压充电:恒压充电是在充电过程中始终保持充电电压不变,充电电流开始很大,随着时间的增加,逐渐变小,最后为零