联系我们
电话:020-37421592
手机:17728087652 16620358595
传真:020-37421592
邮箱:info@gdyunyang.com
网址:www.gz-yewy.com
工厂地址:
联东U谷广州南沙国际企业港
广东省广州市南沙区新区大岗先进制造基地旁

下列物品不得作为行李或夹入行李(包括托运行李和自理行李)内托运,也不得随身携带入客舱:1、根据国家有关法律、法规和厦航的规定,属于危及航空器或航空器上人员、财产安全的危险品;2、枪支、弹药、打火机及其他类型具有攻击性的武器、器械及其仿制品。体育运动专用器械除外;3、军械、警械及其仿制品;4、 管制刀具;5、 活体动物,但符合《厦门航空有限公司旅客、行李国内运输总条件》中“小动物”规定的除外,且仅针对导盲犬、助听犬、搜救犬等特殊犬种,暂停接收宠物类活体动物;6、国家规定的其他禁运物品。

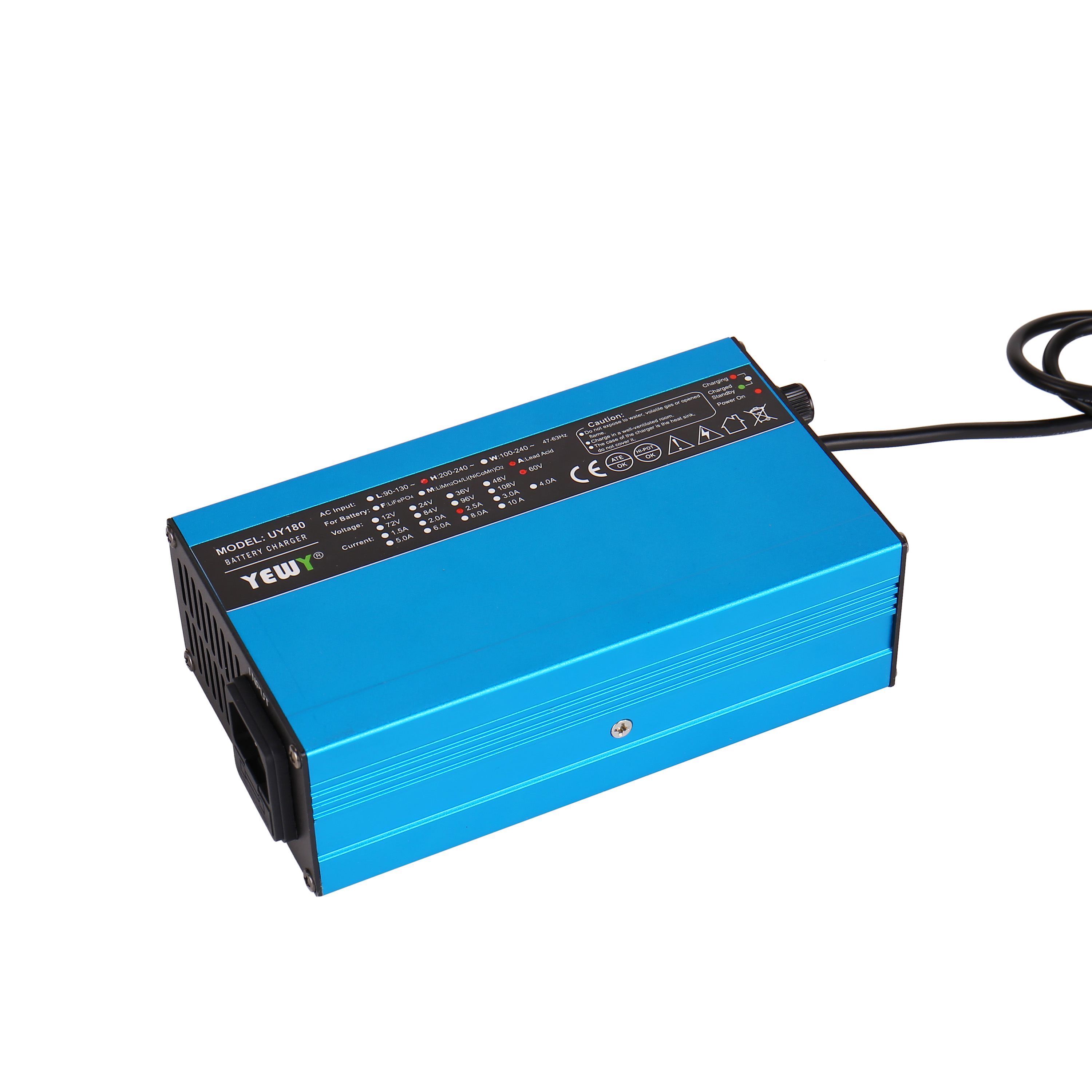
中功率充电器供应商信息窗:可查看蓄电池电压、电源电压、充电电流、容量、时间及故障代码等数据;高品质中功率充电器供应商信息键:每按一次可切换显示信息窗中的数据;停/启键:用于在充电中途紧急停机,每按一次,即可进行一次停止与启动的切换。故障指示灯亮:表示处于相关功能保护状态,可从信息窗中查看故障代码,再从故障代码表中查看产生故障的原因;工作指示灯亮:绿色,表示充电机正常充电中;黄色,表示充电机处于热保护充电状态,充电电流自动降为正常充电电流的一半。充足指示灯亮:表示蓄电池已充足,充电机已停止充电;均充指示灯亮:其与工作指示灯一起亮,表示充电机正在或准备均衡充电进行中;初充电指示灯亮:高品质中功率充电器其与工作指示灯一起亮,表示充电机正在初充电进行中;其与充足指示灯一起亮:表示充电机正在初充电的中间暂停中(以让蓄电池散热降温,确保整个初充电过程中蓄电池不发热);其与故障指示灯一起亮:表示充电机在初充电状态中出现故障情况;其与均充指示灯一起亮:表示充电机在脱硫充电状态.

①失水 ②硫化 ③失衡 ④热失控(充鼓)前两者①、②占了目前市场上电池损坏的97%。(1)分析①:铅酸电池失水的主要原因铅酸电池中的电解液像人体中的血液一样宝贵,电解液一旦丧失,就意味着电池报废了。电解液是由稀硫酸和水组成的。充电过程中,难以避免失水,充电模式不一样,失水也不一样。普通三段式充电模式,充电过程中的失水量是科林脉冲模式的二倍以上!电池除了自然寿命外还有一个失水寿命:单只电池失水超过90克,电池就报废了。在常温下(25℃),普通充电器的失水量约为0.25克,而科林脉冲为0.12克。在高温下(35℃),普通充电器的失水量为0.5克,而科林脉冲为0.23克。按此计算,普通充电器在250次循环后水分充干,而科林脉冲在600次循环后水分才会充干。因此,科林脉冲能延长电池一倍以上的寿命。铅酸蓄电池在充电过程中的最大问题是析气。根据美国科学家马斯(J.A.Mas) 对铅酸电池充电过程中析气原因和规律的研究,为达到最低析气率,铅酸电池能够接受充电电流曲线如下:临界析气曲线的公式为:I=I0e-at %h^2在充电过程中,充电电流超过临界析气曲线的部分,只能导致蓄电池电解水反应而产生气体和温升,不能提高电池的容量① 恒流充电阶段,充电电流保持恒定,充入电量快速增加,电压上升;② 恒压充电阶段,充电电压保持恒定,充入电量继续增加,充电电流下降;③ 蓄电池充满,电流下降到低于浮充转换电流,充电电压降低到浮充电压;④ 浮充充电阶段,充电电压保持为浮充电压;

充电电池的记忆效应,当记忆效应逐渐累积,会使电池的实际使用容量大幅下降。要减轻记忆效应所带来的负作用,一个有效的方法就是放电。一般来讲由于镍镉电池的记忆效应比较明显,建议在反复充电使用5-10次后就作一次放电,而镍氢电池的记忆效应不太明显,可以在反复充电使用20-30次后作一次放电。镍镉电池和镍氢电池的标称电压是1.2V,但实际上,电池的电压是个变化的值,随着电量是否充足,围绕着1.2V左右进行波动。一般在1V-1.4V之间波动,不同品牌的电池由于工艺上的不尽相同,电压波动范围也不完全一致。对电池进行放电就是采用很小的放电电流,使电池的电压缓慢下降,下降到0.9V-1V之间,就应该停止放电。将电池放电到0.9V之下,会造成过度放电,使电池受到不可逆的伤害,充电电池不适合于用在家电遥控器中,就是因为遥控器的使用电流很小,长时间放在遥控器中使用很容易造成过度放电。电池经过一次正确的放电后,电池的容量又恢复到原来的水平,因此当发现电池的容量有所下降时,就最好作一次放电。

散热电扇为温控时,当机内温度超越电扇的启转温控点时,机内电扇即可启转,电扇转速随输出电压和电流的不一样而有快有慢,这归于正常状况;作业时请必须不要挡住电扇的进出风口。当机内温度过高到达过热关机温度阂值时,机器将主动停止作业而保证不被损坏;当温度稍有降低则会自动发动恢复工作。大功率充电机在使用时,空气中的尘土、酸、腐蚀性气体或物质等应不超越正常含量,而且应无剧烈轰动、顺簸、雨水,尽量防止阳光直射。
电子部、品质部收到工程部门的资料后,应在两个工作日内基本完成对相关资料的编写、审核、签 发。主要包括: 编写SOP。(元器件加工、插件、执锡、测试、组装、老化、超声及包装等)。产品上线后,工程部、电子部生产技术进行全程跟进。对生产各制程(元器件加工、插件、执锡、测试、组装、老化、超声及包装等)进行作业教学、指导,并及时了解生产情况,处理异常。